Battery Evaluation – Testing of Electric Vehicles
As electric vehicles continue to dominate the marketplace, several safety standard tests are being conducted to keep the vehicle working condition stable. These safety standard tests involve the evaluation of batteries for electric vehicles, with the distinct focus of testing performance, cycle life, and safety. Battery evaluation and testing elective vehicles are multifaceted and require to be subjected inside a test machine for the determination of accurate results.
Testing of electric vehicles aids in determining the future operating condition of the vehicles, which will ensure safety for consumers along with stable usage performance. The testing of electric vehicles involves the evaluation of its components, such as the batteries, charging technologies which can either be AC or DC. This test is important for ensuring that the charging stations and the electric vehicle components can function accurately without any flaws. Testing of electric vehicles along with its components in a test chamber ensures that both battery issues and other potential hazards are fixed at the early stage of development by implementing accurate modules. For battery evaluation, both the battery cells and battery packs are subjected to an intense testing process inside the battery test chamber according to international standard requirements.
Safety Test Methods for Electric Vehicles
There’s no doubt that when operating electric vehicles, accidents like collision, component failures, thermal shock, explosion, etc. In most cases, these accidents can escalate to causing life-threatening damage.
However, after the research by professionals engineers in arranging different safety test methods for electric vehicles, it’s now easy to evaluate and assess different factors related to electric vehicles’ functioning capabilities. With the assessment and evaluation process of the electric vehicles based on the international safety test methods, the functionality of the electric vehicles is more stable than ever.
Types of Battery Testing
The testing of batteries starts from the voltage to its electrochemical impedance. For improved technology development like electric vehicles, which makes use of strong batteries like the lithium-ion batteries that are in high demand. Evaluation of batteries through the different diagnostics or testing processes is crucial for maintaining stable functionality that will prevent future catastrophic failures and flaws that will endanger consumers.
The testing of batteries requires it to be subjected to different conditions where its symptoms will be evaluated based on the exposed features. For most batteries, the truth to its life cycle, energy capacity, and other functional systems are related to its chemical properties. For example, the li-ion and lead battery system exhibit different chemical features.
Different battery test methods include:
- Voltage test
Testing the voltage of a battery determines the amount of energy it can retain along with its state of charge in an open circuit condition. Determining the battery voltage according to the international safety standard is necessary for battering evaluation in electric vehicles.
- Full cycle test
Full cycle testing batteries involves the charging and discharging of the battery energy to evaluate its capacity. The full cycle test is important for reading and determining battery capacity accurately without errors. Even though this type of test takes a lot of time before completion and requires to be carried out in a test machine by a professional for safety purposes.
- Rapid test
The rapid test involves the battery to be subjected to multiple frequencies to observe the in-flow of its chemical properties. To conduct this test successfully, advanced technology is needed for determining and decoding the algorithm of the battery properties.
- Battery life test
The battery life test is also known as a state of life indicator is crucial for estimating the battery life by reading the number of active coulombs the battery can generate in its life cycle. For a newly developed battery, it starts from 100% to decrease as it generates coulombs until its last number.
Apart from the above-mentioned battery test methods for EVs, there are other testing methods such as ohmic test, read and charge test, etc. For the accurate results to be obtained during these tests, the battery must be subjected to an advanced battery test chamber, where a professional specialist will oversee the entire process.
Relevant standards for Electric vehicles testing
The testing of electric vehicles according to the certified standards has improved the future of transportation by aiding effectively in the production of stable models. Even consumers have nothing to be afraid of because of the relevant standards of testing electric vehicles, which have ensured safety and improved performance.
Testing the capabilities of electric vehicles, with its components such as the batteries and electric motors has boosted the development stage of EVs to its peak. With these tests, integration of safety systems in electric vehicles (EVs) for the prevention of accidents like electrical fires, short-circuits, power issues have been achieved.
Safety Testing – Best Battery for Electric Vehicles
There is no ideal choice of battery for electric vehicles. However, some battery is at the top list in the marketplace as well as efficient for powertrains. The lithium-ion battery, Nickel-zinc battery, and Nickel-cadmium batteries are among the best choices of batteries. Even though lithium-ion batteries have made a breakthrough in providing electric vehicles up to 320-480 km of range per charge. That’s not all because lithium batteries are lighter than Nickel batteries, which makes it the best choice.
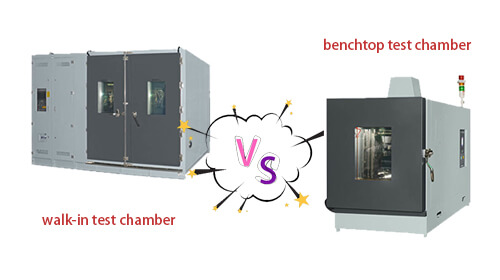
Equipment for Testing Electric Vehicles
The testing of electric vehicles requires all of its components to be tested. For an advanced technology like the electric vehicle to be tested, a large testing machine such as the walk-in test chamber will be required. The walk-in test chamber is suitable for testing large and small-size technological components by exposing and cycling it through different temperatures.
Testing Electric Vehicles – Safety and Performance
The testing of electric vehicles guarantees performance and customer safety. As a manufacturer that develops interesting technologies like electric vehicles, there’s no doubt that your goal is ensuring that your products stay at the peak of the competition in the market. However, with the testing of electric vehicles the standard and quality of the development can be determined, which can be crucial for customer’s safety and satisfaction.